2023年に誕生から100年のアニバーサリーイヤーを迎えたジャパニーズウイスキー。よく“世界五大ウイスキー”のひとつに数えられますが、近年になってその世界的評価はいっそう高まり、国際品評会で世界一に輝くことも珍しくありません。
この特集記事では、全4回にわたってジャパニーズウイスキーにまつわる知っておきたい知識を解説。この第1回では、「ジャパニーズウイスキー」の定義や特徴など、基本的な要点を紹介します。
↑世界五大ウイスキーそれぞれの定義や特徴も解説
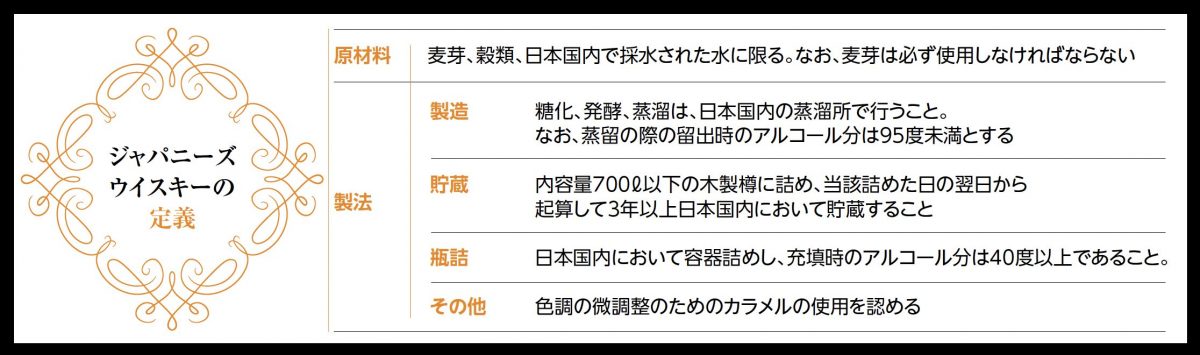
「ジャパニーズウイスキー」の定義制定は2021年。主な条件は? ジャパニーズウイスキーとは読んで字の如く「日本のウイスキー」ですが、実は明確な定義があります。しかし、その制定は2021年 と比較的最近。日本洋酒酒造組合により、消費者の適正な商品選択や、事業者間の公正な競争、品質の向上を目的に制定されました。主な条件を5つ挙げてみましょう。
1:原材料として麦芽は必ず使用し、日本国内で採取された水を使用すること
2:糖化、発酵、蒸溜は国内の蒸溜所で行うこと
3:原酒は700リットル以下の木樽に詰め、日本国内で3年以上貯蔵すること
4:日本国内で瓶詰めすること
5:充填時のアルコール度数は40%以上であること
例えば、海外産の原酒をブレンドまたはボトリングしたウイスキーは、日本で樽貯蔵や瓶詰めをしてもジャパニーズウイスキーとは名乗れないのです。
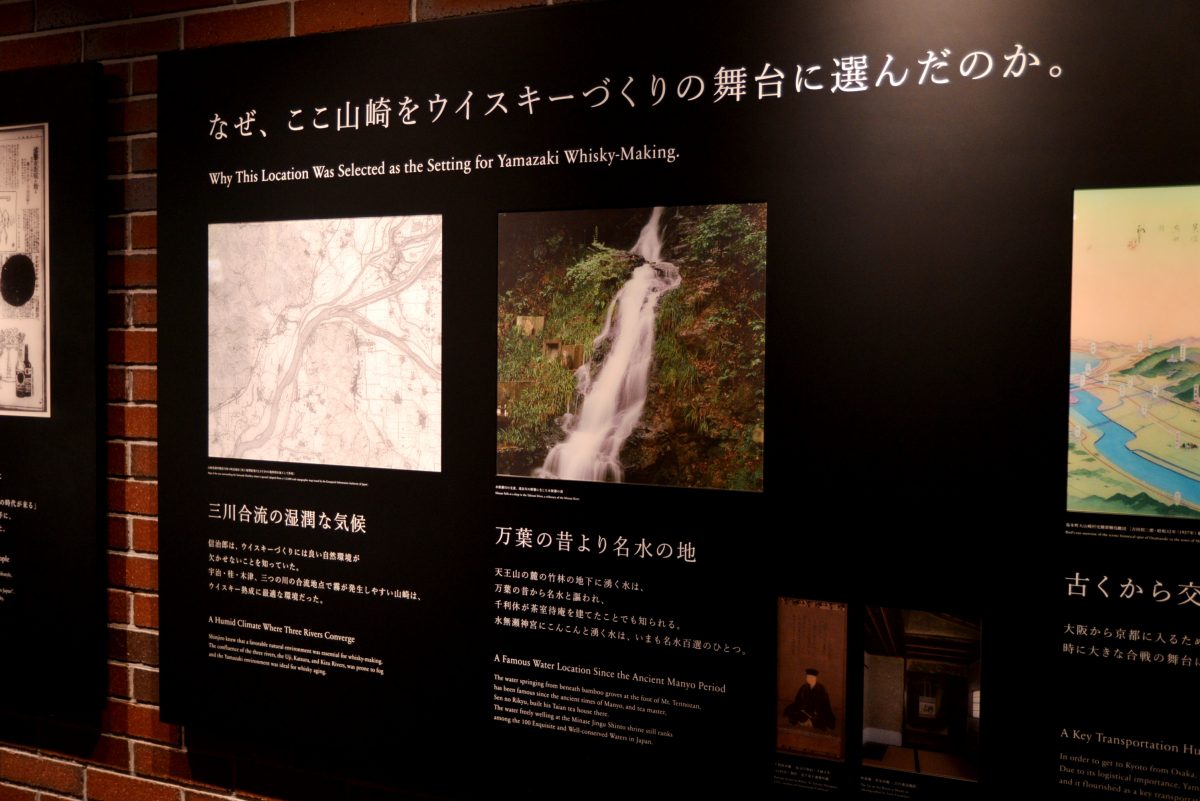
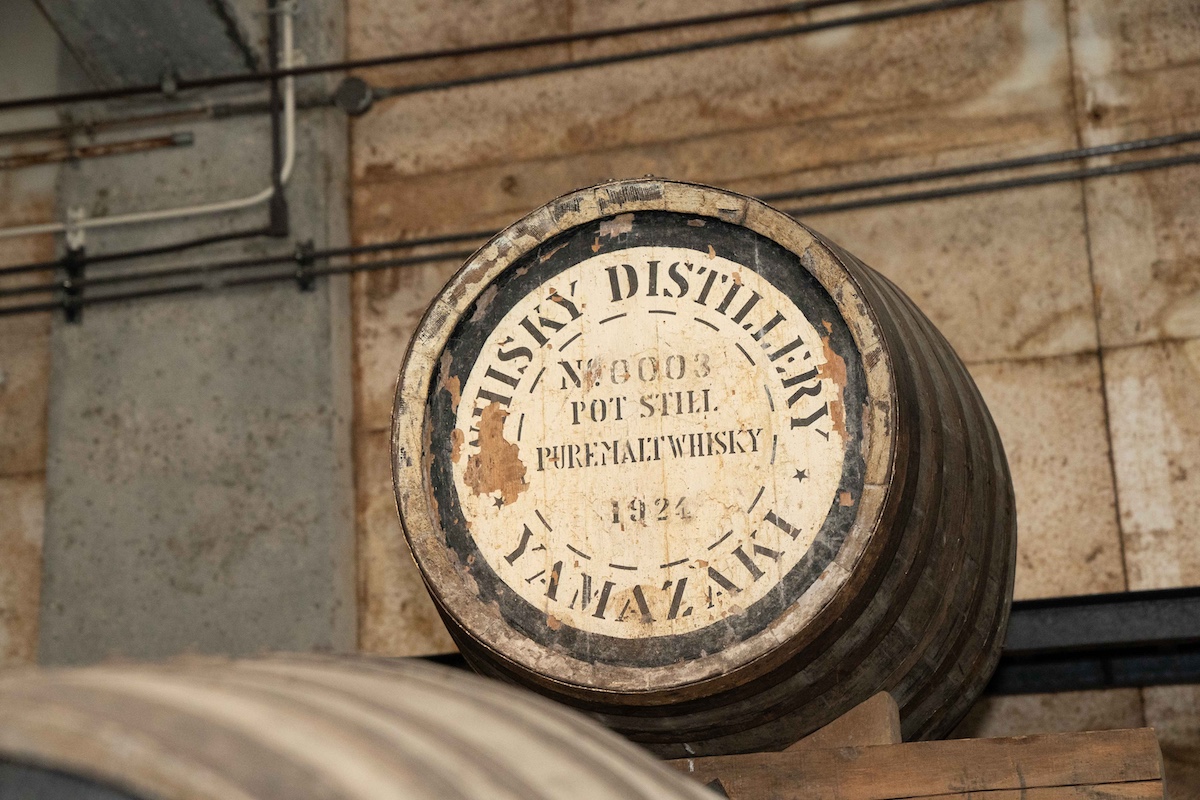
日本のウイスキーはスコッチが手本となった ジャパニーズウイスキーの誕生は1923年。サントリーの前身にあたる寿屋が、山崎蒸溜所の建設に着手したのが始まり です。歴史については第2回で詳しく解説しますが、製法などに関する大きな特徴はスコッチウイスキーへのリスペクトが強い こと。
↑100周年を迎えた山崎蒸溜所。ロゴの横には「SINCE 1923」の一文も書かれています
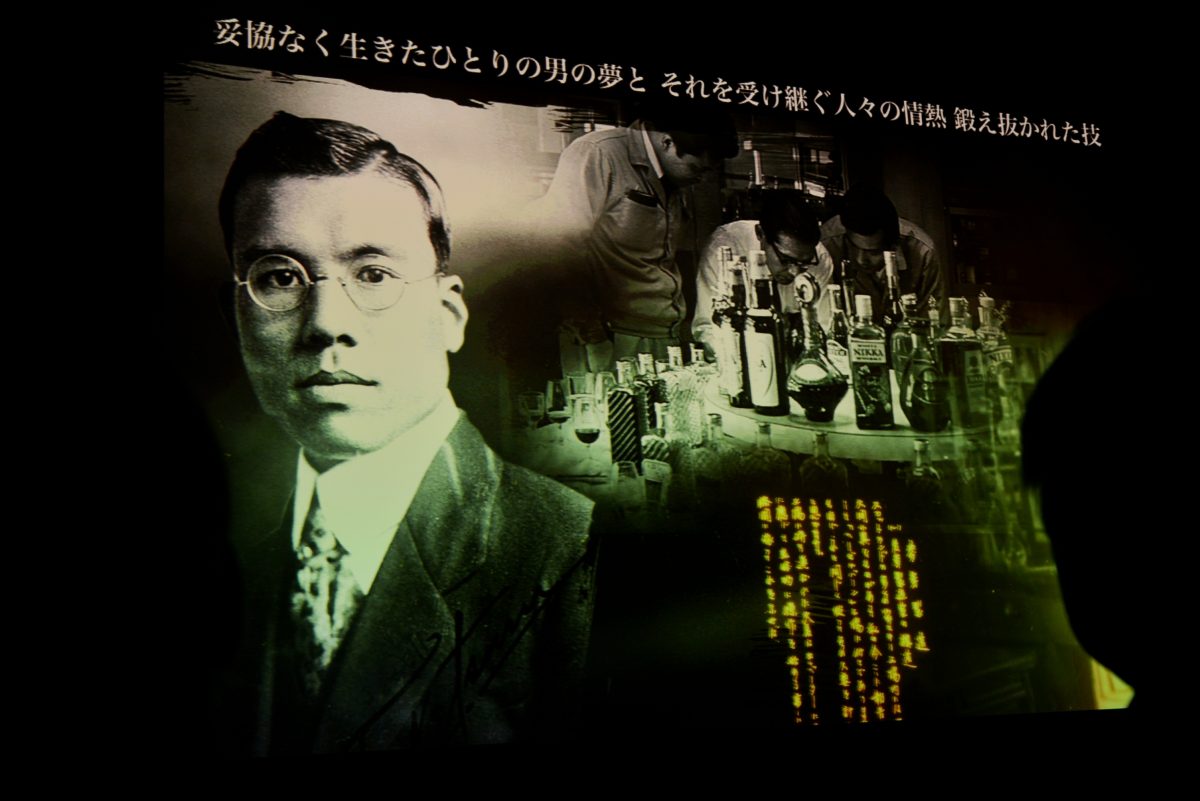
これは、山崎蒸溜所の設計に携わり初代所長を務めた竹鶴政孝氏(のちのニッカウヰスキー創業者で、連続テレビ小説『マッサン』のモデル)が、スコットランドの蒸溜所でウイスキーの知見や技術を学んだことが強く関係しています。
■ 世界のウイスキーの6割を占める王者「スコッチ」 それでは、五大ウイスキーについても、それぞれ主な特徴を解説していきましょう。まずはスコッチウイスキーから。定義としては、水とイースト菌、それにモルト(大麦麦芽)などの穀物を使い、仕込みや蒸溜をスコットランドで行うこと、そして容量700リットル以下のオーク樽に詰め、スコットランドの倉庫で3年以上熟成させること などが挙げられます。
↑販売数量世界一(「Impact Databank 2020」より※)のスコッチウイスキーブランドが「ジョニーウォーカー」
全世界のウイスキー消費量の約6割がスコッチウイスキーであるともいわれる、いわばウイスキーの王者。その魅力的な味は独自の風土に起因しています。原材料の大麦が豊富に収穫でき、熟成に向いた冷涼な気候、そして燻香に欠かせないピート(泥炭)にも恵まれた湿地帯であること など、ウイスキーづくりに理想的な環境が整っています。
↑ピート。日本の産地としては、北海道が有名です
原材料やブレンドの有無などによって、「シングルモルト」「シングルグレーン」「ブレンデッド(ヴァッテド)モルト」「ブレンデッド(ヴァッテド)グレーン」「ブレンデッドウイスキー」 の5種に分類されることも特徴です。
また、「アイラ」「アイランズ」「キャンベルタウン」「スペイサイド」「ハイランド」「ローランド」 と6大産地に分けられ、ピートが効いたアイラ、優雅な香りのスペイサイドなど、地域ごとに風味のキャラクターが異なる こともスコッチの魅力です。
↑“アイラモルトの王者”の異名をもつ「ラフロイグ」
■ モルティかつクリアな味わいの「アイリッシュ」ウイスキー発祥地説をスコットランドと二分し、かつて世界一の生産量を誇ったのがアイリッシュウイスキーです。主な定義としては、穀物類を原料とし、麦芽に含まれる酵素によって糖化させて酵母で醗酵。木製樽に詰め、アイルランドまたは北アイルランドの倉庫で3年以上熟成させること です。
↑1608年創業といわれる、アイリッシュウイスキー最古の蒸溜所のひとつがブッシュミルズ蒸溜所。その代表銘柄が「ブッシュミルズ ブラックブッシュ」
分類としては、「シングル(ピュア)ポットスチルウイスキー」「モルトウイスキー」「グレーンウイスキー」「ブレンデッドウイスキー」 の4種類。
なかでも伝統的なアイリッシュウイスキーといえるのが「シングル(ピュア)ポットスチルウイスキー」。モルトに未発芽の大麦やその他の穀物を原料とし、単式蒸溜機(ポットスチル)で3回蒸溜(他産地では2回が一般的)させます。こちらは穀物の風味が豊かかつ、雑味が少なくなめらかでクリアな味になることも特徴です。
■ 香りが甘く力強い味わいの「アメリカン」 バーボンでもおなじみのアメリカンウイスキーですが、バーボンウイスキー=アメリカンウイスキーではなく、アメリカでつくられたウイスキーの総称 が、字の如くアメリカンウイスキー。
↑スーパープレミアムバーボンとして名高い「ウッドフォードリザーブ」。毎年5月に開催される、権威あるケンタッキーダービーのオフィシャルバーボンとしても有名です
主な定義は、穀物類を原料とすること、アルコール度数40%以上で瓶詰めすることなどがありますが、最も特徴的な定義は、内側を焦がしたオーク材の新樽で熟成させること(ただしコーンウイスキーは不要) です。新樽熟成であるため香りが甘く豊かで、味わいが力強いこともアメリカンウイスキーの特徴といえるでしょう。
原料などによって種類も様々。「バーボンウイスキー(コーンを51%以上使うなど)」「コーンウイスキー(コーンを80%以上使うなど)」「ライウイスキー(ライ麦を51%以上使うなど)」 があり、また、バーボンウイスキーと原料や製法はほぼ一緒でも、テネシー州産かつチャコール・メローイング製法(炭濾過工程)でつくられるものはテネシーウイスキー と呼ばれます(代表的な銘柄は「ジャック ダニエル」)。
↑テネシーウイスキーといえば「ジャック ダニエル」。2023年は缶入りカクテル「ジャックダニエル&コカ・コーラ」の日本発売でも話題になりました ■ 華やぐ香りとライトな酒質の「カナディアン」 香り高く軽やかな味わいを特徴とするのが、カナディアンウイスキー。1776年のアメリカ独立宣言後、それを嫌った一部のイギリス系農民が五大湖周辺で穀物栽培を始めたことがきっかけといわれています。
↑カナディアンウイスキーの代表格が、「C.C.」の愛称で親しまれる「カナディアンクラブ」。写真の「カナディアンクラブ 20年」は良質のオーク樽に20年以上熟成させた、ふくよかなコクが特徴
定義は、穀物を原料に麦芽などで糖化し、酵母などによる発酵後に蒸溜すること。そのうえで700リットル以下の木製容器で3年以上熟成させ、糖化、蒸溜、熟成はカナダで行うこと などです。
主な種類は3つ。ライ麦、コーン、ライ麦モルト、大麦モルトを原料にアルコール分64〜75%程度で蒸溜した「フレーバリングウイスキー」 。主原料にコーンを用い連続式蒸溜機でアルコール度数95%以下で蒸溜した「ベースウイスキー」 。そして、この両者を1:9〜3:7の比率でブレンドした「カナディアンブレンデッドウイスキー」 です。
■ 優雅でたおやかな「ジャパニーズ」 ジャパニーズウイスキーの主な定義は前述した通りですが、スコッチに学びながら独自の進化を遂げ、多彩ではっきりとした四季が生み出す日本ならでの繊細かつ華やかな香り、たおやかな深み、美しい調和を感じられること が味わいの魅力といえます。
↑“日本の四季、日本人の繊細な感性、日本の匠の技を結集したウイスキー”がコンセプトのブレンデッドウイスキー「響」
分類は、「モルトウイスキー」「グレーンウイスキー」 、その両者をブレンドした「ブレンデッドウイスキー」 の3種。また、東アジアの代表的な樹種であるミズナラの樽を他国より積極的に使うこと も特徴といえるでしょう。
↑右端のゴールドラベルがイチローズモルトの「ミズナラウッドリザーブ」。なお、ミズナラ樽は戦中戦後に洋樽の輸入が困難になったため、山崎蒸溜所が起用したことがきっかけといわれています
躍進の“侍スピリッツ”、その理由は? ジャパニーズウイスキーの歴史は五大ウイスキーのなかで最も浅いものの、近年、世界的な評価はきわめて高く、注目の的となっています。その最大の理由は、やはりおいしさ。実直に品質向上への飽くなき探求を続けていった結果、味のクオリティが高まっていったといえるでしょう。
自国におけるウイスキー文化の醸成とともに、飲み手の嗜好性も高くなったこと、1970年の日本万国博覧会(大阪万博)が大きな起点と言われる食のグローバル化など、ジャパニーズウイスキーがおいしく進化した背景にはいくつかの事象がありますが、エポックメイキングな出来事のひとつは国産シングルモルトの誕生 です。
↑1824年に英国政府公認蒸溜所の第1号となり、“はじまりのシングルモルト”として知られる「グレンリベット」。また、1963年に初めて世界に向けてシングルモルトを発売したブランドは「グレンフィディック」(創業は1887年)です
日本初のシングルモルトは、いまはなき軽井沢蒸留所(当時は三楽オーシャン<現・メルシャン>が運営)が1976年に発売した「軽井沢」 。その後1983年のピークを境に日本のウイスキー消費量はダウントレンドになっていきます が、この受難の時代に生まれたのが1984年デビューの「サントリーシングルモルト山崎」 (当時の名称は「サントリーピュアモルトウイスキー山崎」で、12年熟成)です。
↑「サントリーピュアモルトウイスキー山崎」が発売された当時の広告。“なにも足さない。なにも引かない。”がキャッチコピーでした
その後1989年には「シングルモルト余市」と「シングルモルト宮城峡」 (ともに12年熟成)が、1994年には「サントリーシングルモルト白州」 (当時の名称と熟成年数は山崎と同様)が誕生します。
加えて、1990年代後半から世界的にシングルモルトブームが到来 。その根幹をたどると、1988年に当時の英国洋酒最大手、ユナイテッド・ディスティラリーズ社がシングルモルトコレクション「クラシック・モルトシリーズ」を発売したことがきっかけといわれています。
これによって、ブレンデッドウイスキーより希少なシングルモルトに注目が集まるとともにファンが増加。加えて2000年代以降にはインド、中国、台湾といった新興国が豊かになり始め、飲み手も急増していきます。こうして世界的に盛り上がるなか、日本のシングルモルトも着実にクオリティを高め、2003年にはISC(インターナショナル・スピリッツ・チャレンジ。世界でも権威ある酒類国際品評会)で「サントリーウイスキー山崎 12年」が日本で初めてウイスキー部門の金賞 に。
↑山崎蒸溜所にある、山崎ウイスキー館にて
以降、ジャパニーズウイスキーは国際品評会の常連となり、2004年には「響 30年」が日本で初めてISCの最高賞にあたるトロフィーに輝いています(「響 30年」は2023年のISCでもトロフィーを受賞)。
具体的な論評例も紹介しましょう。ウイスキー評論の第一人者であるマイケル・ジャクソン氏はジャパニーズウイスキーの躍進をカリフォルニアワインに例え、「フランスにならったカリフォルニアワインのレベルは、本家を凌ぐレベルに達した。ジャパニーズウイスキーもしかりで、手本にしたスコッチを超えるほどの銘柄が生まれている 」と賛辞を送っています。
先人から後進へと挑戦の大和魂を継承し、ともに成長 近年のムーブメントとしては、クラフトディスティラリーの躍進 も見逃せません。そのパイオニアが2004年に創業し、蒸溜所を2007年に開設したベンチャーウイスキー (秩父蒸溜所。イチローズモルトで有名)です。同社が2005年に発売した「キング オブ ダイヤモンズ」は、創業間もない2007年に英国「ウイスキーマガジン」主宰のジャパニーズモルト特集で最高得点を獲得。以来、瞬く間に国際品評会の常連に。あらためて、ジャパニーズウイスキーの高い実力を世界に証明しました。
↑激レアなイチローズモルトのなかでも希少価値が高い、通称カードシリーズ。秩父蒸溜所にて
興味深いのは、ベンチャーウイスキーはときに先達に支えられながら成長し、その恩を返すかのように後進のサポートに積極的であること。こうした横のつながりも新興クラフトディスティラリーの励みとなり、高い志をもった蒸溜所が全国に続々誕生しています。
↑ベンチャーウイスキーの肥土伊知郎代表が公式に技術指導を行った蒸溜所が、北海道東部の厚岸(あっけし)蒸溜所。地元の風土を生かしつつ、アイラモルトのような酒質を目指した味は国内外で高い評価を得ています
クラフトディスティラリー間の親交が深まるなか、日本でも積極的に行われるようになった取り組みのひとつが、蒸溜所同士の原酒交換 です。スコッチでは伝統的だった文化ですが、コラボレーションはウイスキーファンにとってもうれしい話題といえるでしょう。また「ウイスキーフェスティバル」をはじめ、近年はイベントも盛んに行われるようになりました。
↑日本のクラフトディスティラリー同士で、初のコラボレーション商品を発売したのが富山の三郎丸蒸留所と、滋賀の長濱蒸溜所(写真。代表銘柄は「AMAHAGAN」)
ほかにも、原材料に米を用いたライスウイスキー(ライスグレーンウイスキー)が存在感を示したり、鋳造製ポットスチルを発明する蒸溜所(上記、三郎丸蒸留所)が現れたり、つくり手の増加は個性の多様化や日本独自の進化も促し、ますますジャパニーズウイスキーは面白くなっています。
次回は100年前の誕生から最新ムーブメントまで、ドラマチックで奥深い歴史を紹介します。
【フォトギャラリー(画像をタップすると拡大表示されます)】